Dr. Nenad Milosavljevic1, Mr. Ivan Jerbic²
Energy Economy of the Heat Recovery Systems at the Paper Machine
1 Sunnea Oy, Consulting&Engineering
Air Systems, Drying & Runnability
Paper, Board and Tissue Machines
Finland
² DS Smith Croatia, Belisce
Paper Production Manager
Paper Division
Croatia
1. Introduction
The paper industry could be generally described as energy intensive. The energy requirement depends on the paper grade and varies from 5 to 7 GJ/t and from 600 to 1000 kWh/t for heat and electric energy, respectively. Steam energy represents roughly 70% of the total energy consumption.
Nearly all the steam energy consumed at the paper mill is used for paper drying (76%), which makes the drying section easily the biggest energy consumer in a paper machine. Therefore, the study of the kinetics of paper drying and of the conditions in which the drying occurs plays an important role in identifying and improving the existing situation at the paper machine.
The energy entering the dryer section consists mainly of fresh steam (approx. 80%), the rest comes from the paper web and supply and exhaust air.
Almost all the energy leaves the drying section with the exhaust air. The humid exhaust air has a heat enthalpy many times higher than the dry supply air and is an excellent source for heat recovery.
The ventilation systems on board and paper machines consume between 5 and 8% of the total steam consumption. The largest part is used for heating the supply air. Heat recovery systems at the modern machines are equipped with air to air and air to water heat recovery units. The waste heat from the exhaust air can be recovered for the preheating of supply air, one part is recovered into the circulation water, which, in turn, is mainly used to heat the building ventilation air. Other major users of recovered heat includes the heating of the process (e.g. for showers) and wire pit water. The maximum effect of heat recovery can be between 55 and 80% (Figure 1).

With a good air balance of the supply and exhaust air and good heat recovery, significant energy savings can also be achieved together with higher paper production.
The imbalance of air flows can increase the amount of leakage cold air and increase the consumption of fresh steam to heat the cold air to the exhaust air temperature.
It is important to mention that the right balance of the air flows is the factor for good process and energy management at the paper machine.
Thus, continuous observations, measurements, maintenance, and improvements at the machine are key factors for successful process management and optimization of energy consumption.
2. OPERATIONAL EXCELLENCE in ENERGY MANAGEMENT
Energy management on the paper and board machine requires a systematic “step-by-step” approach. This means that there are systematic project phases that should be followed to get the full benefit of the energy management on the machine. An example of the stages of achieving operational excellence is shown in the case “Energy saving of heat recovery process in DS Smith Croatia, PM3 Belisce).
There are 5 main phases of the approach.
2.1 Phase 1. Specification of the problem (6.02.2002)
“Customer–supplier” discussion and specification of the problem that causes production inconvenience and increased energy consumption.
2.2 Phase 2. Process measurements and visual observations (7.03.2022)
In this phase, it is important to collect all the data from the machine and to record the conditions under which the production takes place. Measurement positions should be determined and prepared in advance. During the measurement, it is important to choose the measurement positions that can provide the most accurate results. It is also an important visual observation of the conditions under which production takes place and highlights possible mechanical damage to the system or deviations.
2.3 Phase 3. Results analysis (23.08.2022)
This is the first indicator of the energy economy of the machine. The results of the ventilation system calculation show the performance of the drying hood and estimate how much the system deviates from the design values. Action plan.
2.4 Phase 4. Process understanding and improvements (19-23.09.2022)
The main purpose of this phase is a quick response to the measurement audit. The task is to repair mechanical damages and bring a system into balance as close as possible to the design values. The papermaking process is quite a dirty process and sensitive measuring equipment can easily become dirty and damaged. In many cases, deviations from the real values can be found. If the main measuring instruments do not work properly, this can lead to imbalance and incorrect performance of the main components of the ventilation systems.
Operators should be trained to understand the importance of dryer section conditions affecting the process parameters and to correct them (open cellar doors, open hood, high humidity…). Everyone can contribute to better working conditions by changing old habits and understanding that they are part of the important process chain.
2.5 Phase 5. Investment plan (In process)
After a quick reaction to the measurement report and the elimination of elementary deficiencies in the system, further longer steps for improvement must be planned. It can be divided into short-term, medium-term, or long-term investment plans. For short-term improvements, the system can be repaired to work under existing conditions (done). In the medium term, the components that cause bottlenecks for production increasing should be replaced (fans, ducts, burners..).
The long-term plan envisages major investments for significant production increase and the replacement of old and used existing systems with a new modern ones. Typically, the ROI of a new ventilation and heat recovery system can be less than a year
3 Air balance calculation
The next example shows a case study examining the energy management phases on the board machine DS Smith Croatia, PM3.
Paper machine 3, consists of the 2 heat recovery towers (Figure 2). The first heat recovery tower is used for heat recovery in the pre-dryer section. It consists of the three air-to-air heat exchangers (HE). In the first (HE01), the fresh supply air is preheated with the exhaust air from the drying hood. The second (HE02) is used for hall, annex, and double ceiling heating. Part of the air volume from the double deck is used for the runability boxes in the slalom group. The third (HE03) has the function of preheating the supply air from the outside conditions. After the HE03, pre-heated air is split into the supply air and part is used to heat the rewinder area in the machine hall.
The second heat recovery tower is used for heat recovery in the after-dryer section. It consists of two-stage air-to-air heat exchangers. The first air-air HE01 is used to preheat the supply air and the second air-air HE02 for hall ventilation. The scrubber is out of function.
3.2 Measuring positions and problematic (damaged) areas
Figure 2. Shows the schematic drawing of the air systems and heat recovery at PM3 with measurement positions and observed problematic (damaged) areas.

4 ACTION PLAN and reALIZATION
The following figures show the situation before and after the rebuild of problematic areas identified in the PM3 energy audit.






5 Air balance calculation
The basis for calculation is measurement as part of the energy audit from 03/07/2022. The supply/exhaust airflow ratio in the pre-dryer section (PDS) was 63%. This optimum air flow ratio (supply air/exhaust air) should be around 75% for this hood dryer type (Table 1).
The inlet/outlet air ratio in the after-dryer section (ADS) was 39%, which can be considered as a low ratio. Therefore, a large amount of leakage air is introduced into the dryer hood. Cold leakage air is heated by heat from the drying cylinder, which increases the consumption of primary energy (fresh steam).
Table 2. shows the balance of supply and exhaust air for the pre-drying (PDS) and after-drying section (ADS) at PM3.

Table 3. shows the theoretical calculation of the possible saving in the case that the air system balance at the PM3 is under optimal conditions. The calculations are based on the maximum volume flows that fans can provide in optimal conditions and under the assumption that leakages are reduced to the minimum and heat exchanger surfaces are clean. The exhaust fans are at 100% operational set point.
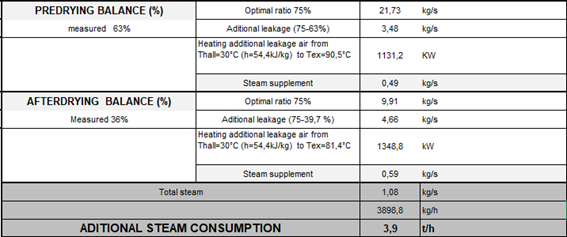
PREDRYING SECTION AIR BALANCE: The supply air is 63% from the exhaust air. The optimal ratio is 75%. Energy loss due to heating of increased amount of leakage air from basement temperature T=30°C(approx.) to exhaust temp 90,5° is additional energy of 1131,2 kW and for this heating are responsible cylinders and fresh steam and this makes 0,49 kg/s additional fresh steam.
AFTER DRYING HOOD BALANCE: The supply air amount is 39% from the exhaust air. The optimal ratio is 75%. Energy loss due to heating of increased amount of leakage air from basement temperature T=30°C(approx.) to exhaust temp 81,4° is additional energy of 1350 kW and for this heating are responsible cylinders and fresh steam and this makes 0,59 kg/s additional fresh steam.
6 conclusions
- With the repair of the heat recovery system at PM3, it is possible to improve the balance of air flows, reduce leakage and bring process conditions closer to design values, and the results should lead to energy savings and an improvement in working conditions at PM.
- In existing conditions, the steam consumption is higher by approx. 3,9 t/h or 1,6 mil € (based on the steam price of 50€/t fresh steam) of the fresh steam due to the leakage of air. This represents about 15% of the total yearly steam consumption needed for paper production and other processes on the machine. This is the main source of the increased steam consumption at the PM3.
- Additional benefits and more energy savings can be obtained with proper work of the heat recovery towers and optimal balance of the air streams in the drying section.
- Every action to improve conditions in which paper production occurs at the PM3 is leading to large energy savings and increasing production.
- Efforts are made to repair all damaged places and bring system and process parameters close to the optimal situation.
- The heat recovery system at the PM3 is old and will be replaced by a new one but a significant contribution to energy savings and increased production can be done with a more serious, professional, systematic, and responsible way of operation.
- The energy saving potential is large and every kW of energy counts and this should be the daily task and responsibility of every employee at the machine. Everyone can help save energy and make the system work better. Management’s goals can only be achieved if every employee is aware of the importance of energy savings and their contribution.
- “What is not defined cannot be measured. What is not measured, cannot be improved. What is not improved, is always degraded”, said British physicist and mathematician William Thomson, Baron Kelvin of Largs.
7 Literature:
- Milosavljevic, N., (2000), New Aspects of Energy Utilization in the Paper Industry, Experimental and Theoretical Work, Academic Dissertation, Åbo Akademi University, Turku, Finland.
- Milosavljevic, N., (2004), New aspects of fabric selection for improved drying and runnability, Paper Technology, v.45, no.4, pp.47 –51.
- Milosavljevic, N., (2006), Quality and runnability with energy-efficient Air Systems, International Austrian Paper Conference, APV Graz, Austria, 30th May-1st June 2006.
- Milosavljevic, N., (2008), Limitation for the PM speed increase, Keynote lecture, Paper Drying and Web Runnability Seminar, Åbo Akademy University, 29th –30th May 2008, Turku, Finland.
- Milosavljevic, N., Sundqvist, H., Pettersson, H., (2012), ENERGY ECONOMY OF THE DRYER SECTION OF PAPER AND BOARD MACHINES, 18th International Symposium in the Field of Pulp, Paper, Packaging and Graphics, June 19th-22nd 2012, Zlatibor, Serbia, pp. 159-165.